Utvecklingshistoria för sömlösa stålrör
Produktionen av sömlösa stålrör har en historia på nästan 100 år. De tyska bröderna Mannesmann uppfann först tvåvalsvalsvalsningsborrmaskinen 1885 och den periodiska rörkvarnen 1891. År 1903 uppfann det schweiziska RC Stiefel den automatiska rörkvarnen (även känd som topprörskvarnen). Därefter dök olika förlängningsmaskiner upp, såsom kontinuerlig rörkvarn och rörlyftningsmaskin, vilket började forma den moderna sömlösa stålrörsindustrin. På 1930-talet förbättrades variationen och kvaliteten på stålrör genom användningen av trevalsvalsverk, extruder och periodiska kallvalsverk. På 1960-talet förbättrades produktionseffektiviteten och konkurrenskraften mellan sömlösa rör och svetsade rör ökade genom förbättringen av kontinuerlig rörkvarn och framväxten av trevalsvalsningsborrmaskiner, särskilt framgången med spänningsreducerande kvarnar och kontinuerliga gjutningsämnen. Sedan 1953 har Kina lagt vikt vid utvecklingen av den sömlösa stålrörsindustrin och har initialt etablerat ett produktionssystem för valsning av alla typer av stora, medelstora och små rör. Generellt sett använder kopparrör även processerna för korsvalsning och håltagning av billet.
Tillämpning och klassificering av sömlösa stålrör
Ansökan:
Sömlösa stålrör är en typ av ekonomisk profilstål som spelar en mycket viktig roll i den nationella ekonomin. Det används ofta inom petroleum, kemisk industri, pannor, kraftverk, fartyg, maskintillverkning, bilindustrin, flygindustrin, rymdindustrin, energi, geologi, byggindustrin, militärindustrin och andra avdelningar.
Klassificering:
① Beroende på tvärsnittsform: rör med cirkulärt tvärsnitt och rör med specialtvärsnitt.
② enligt material: kolstålrör, legeringsstålrör, rostfritt stålrör och kompositrör.
③ enligt anslutningsläge: gängat anslutningsrör och svetsat rör.
④ enligt produktionssätt: varmvalsade (extrudering, domkraft och expansion) rör och kallvalsade (dragnings) rör.
⑤ enligt ändamål: pannrör, oljebrunnsrör, rörledningsrör, konstruktionsrör och gödningsrör.
Produktionsteknik för sömlösa stålrör
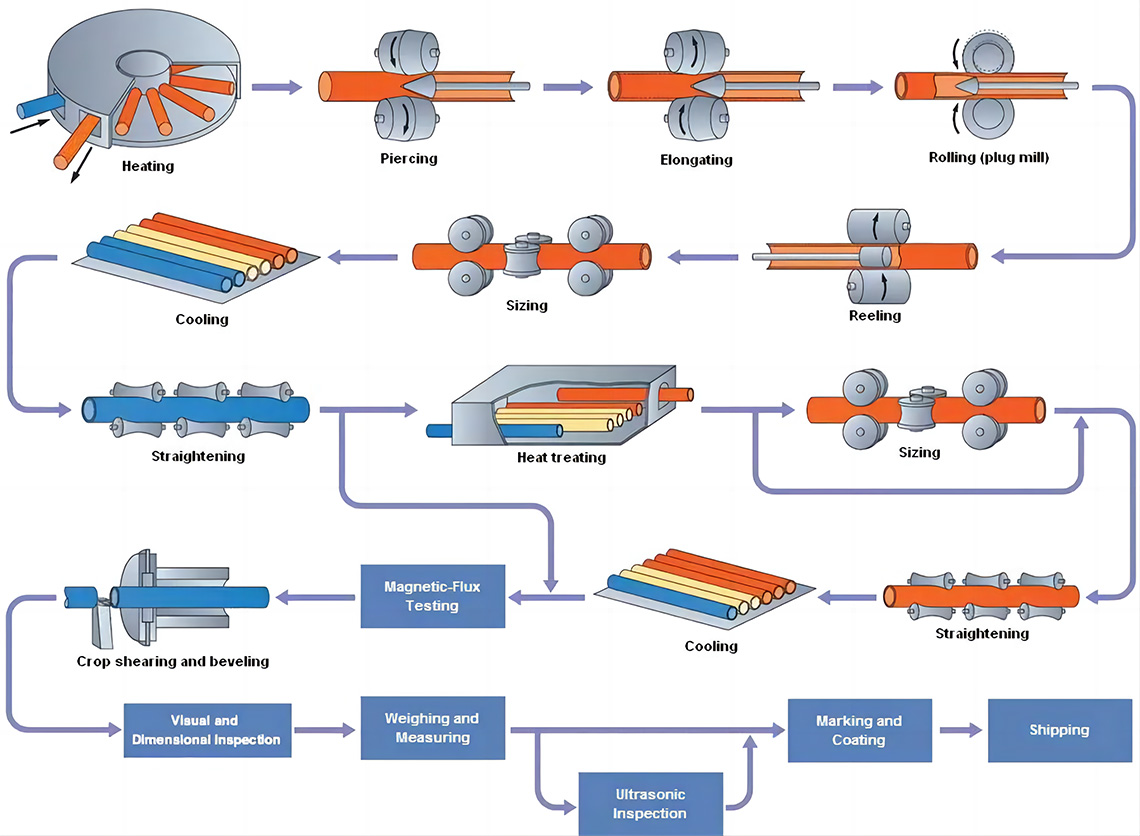
① Huvudproduktionsprocess (huvudinspektionsprocess) för varmvalsat sömlöst stålrör:
Förberedelse och inspektion av rörämne → uppvärmning av rörämne → perforering → valsning av rör → återuppvärmning av rått rör → storleksjustering (reducering) → värmebehandling → riktning av färdigt rör → ytbehandling → inspektion (icke-förstörande, fysikalisk och kemisk, bänktest) → lagerhållning.
② Huvudsakliga produktionsprocesser för kallvalsade (dragna) sömlösa stålrör
Ämnesförberedelse → betning och smörjning → kallvalsning (dragning) → värmebehandling → riktning → ytbehandling → inspektion.
Produktionsprocessflödesschemat för varmvalsat sömlöst stålrör är följande:
Publiceringstid: 14 september 2023