Syfte med beläggningsmaterial
Att belägga den yttre ytan av stålrör är avgörande för att förhindra rost. Rost på ytan av stålrör kan avsevärt påverka deras funktionalitet, kvalitet och visuella utseende. Därför har beläggningsprocessen en betydande inverkan på den övergripande kvaliteten på stålrörsprodukter.
-
Krav för beläggningsmaterial
Enligt standarder som fastställts av American Petroleum Institute bör stålrör motstå korrosion i minst tre månader. Efterfrågan på längre rostskyddsperioder har dock ökat, och många användare kräver motstånd i 3 till 6 månader vid utomhuslagring. Förutom kravet på lång hållbarhet förväntar sig användarna att beläggningar bibehåller en jämn yta och en jämn fördelning av korrosionsskyddsmedel utan några överlappningar eller droppar som kan påverka den visuella kvaliteten.

-
Typer av beläggningsmaterial och deras för- och nackdelar
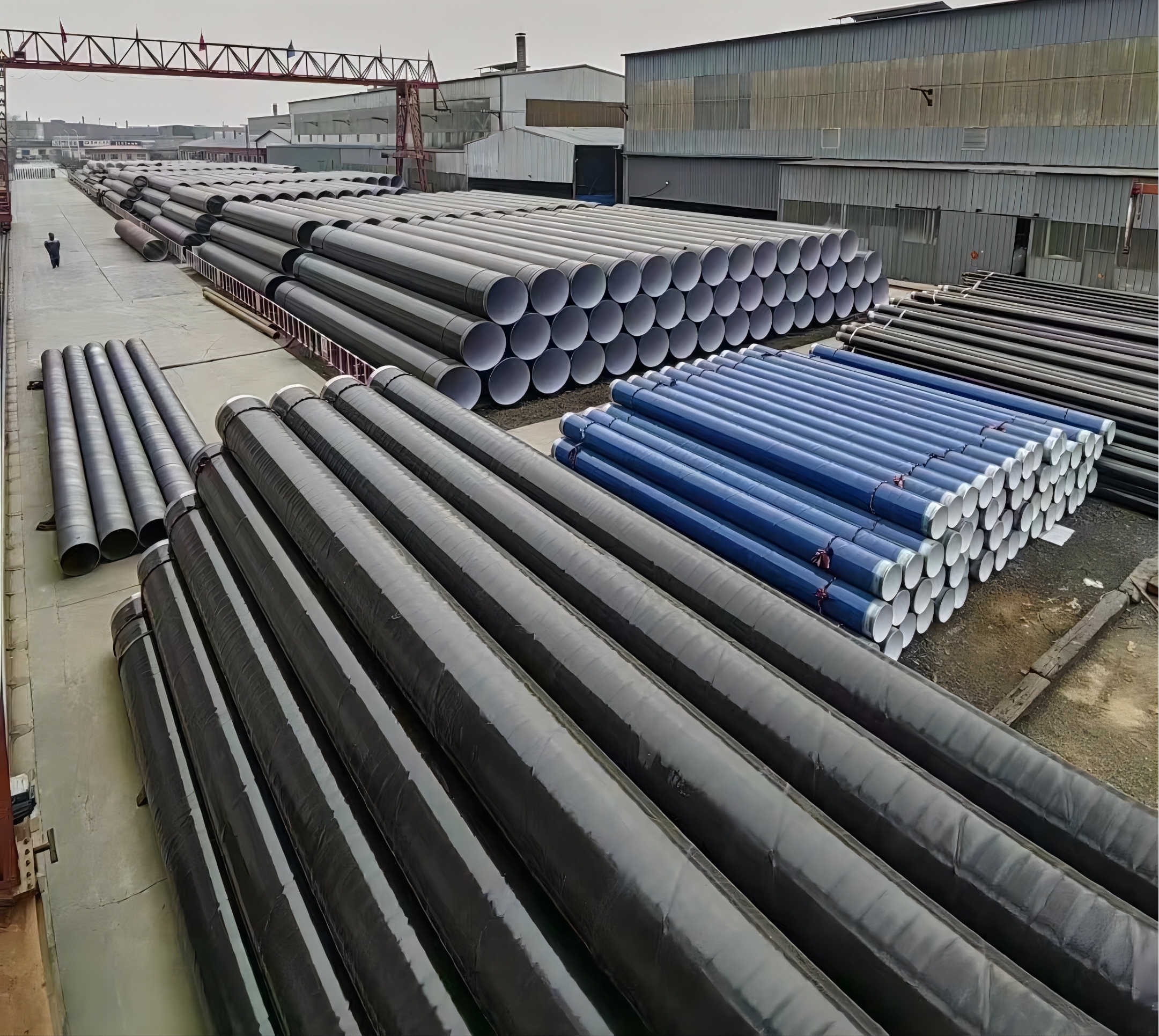
I urbana underjordiska rörnät,stålröranvänds i allt större utsträckning för transport av gas, olja, vatten med mera. Beläggningarna för dessa rör har utvecklats från traditionella asfaltmaterial till polyetenharts och epoxihartsmaterial. Användningen av polyetenhartsbeläggningar började på 1980-talet, och med varierande tillämpningar har komponenterna och beläggningsprocesserna gradvis förbättrats.
3.1 Beläggning av petroleumasfalt
Petroleumasfaltbeläggning, ett traditionellt korrosionsskyddande lager, består av lager av petroleumasfalt, förstärkta med glasfiberduk och en extern skyddande polyvinylkloridfilm. Den erbjuder utmärkt vattentätning, god vidhäftning till olika ytor och är kostnadseffektiv. Den har dock nackdelar, inklusive känslighet för temperaturförändringar, att den blir spröd i låga temperaturer och att den är benägen att åldras och spricka, särskilt i steniga jordförhållanden, vilket kräver ytterligare skyddsåtgärder och ökade kostnader.
3.2 Epoxibeläggning med koltjära
Stenkolstjärepoxi, tillverkad av epoxiharts och stenkoltjärasfalt, uppvisar utmärkt vatten- och kemikaliebeständighet, korrosionsbeständighet, god vidhäftning, mekanisk hållfasthet och isoleringsegenskaper. Det kräver dock en längre härdningstid efter applicering, vilket gör det känsligt för negativa effekter från väderförhållanden under denna period. Dessutom kräver de olika beståndsdelarna som används i detta beläggningssystem specialiserad lagring, vilket ökar kostnaderna.
3.3 Epoxipulverlackering
Epoxipulverbeläggning, som introducerades på 1960-talet, innebär att pulver sprutas elektrostatiskt på förbehandlade och förvärmda rörytor, vilket bildar ett tätt korrosionsskyddande lager. Dess fördelar inkluderar ett brett temperaturområde (-60 °C till 100 °C), stark vidhäftning, god motståndskraft mot katodisk lösgöring, slag, flexibilitet och svetsskador. Emellertid gör dess tunnare film den känslig för skador och kräver sofistikerade produktionstekniker och utrustning, vilket innebär utmaningar vid fältanvändning. Även om den utmärker sig på många sätt, faller den till korta jämfört med polyeten när det gäller värmebeständighet och övergripande korrosionsskydd.
3.4 Polyeten korrosionsskyddande beläggning
Polyeten erbjuder utmärkt slagtålighet och hög hårdhet tillsammans med ett brett temperaturområde. Den används flitigt i kalla regioner som Ryssland och Västeuropa för rörledningar tack vare dess överlägsna flexibilitet och slagtålighet, särskilt vid låga temperaturer. Utmaningar kvarstår dock vid tillämpning på rör med stor diameter, där spänningssprickbildning kan uppstå och vattenintrång kan leda till korrosion under beläggningen, vilket kräver ytterligare forskning och förbättringar av material och appliceringstekniker.
3.5 Tung korrosionsskyddande beläggning
Tunga korrosionsskyddande beläggningar ger betydligt förbättrad korrosionsbeständighet jämfört med standardbeläggningar. De uppvisar långsiktig effektivitet även under tuffa förhållanden, med livslängder på över 10 till 15 år i kemiska, marina och lösningsmedelsbaserade miljöer, och över 5 år i sura, alkaliska eller salta förhållanden. Dessa beläggningar har vanligtvis torrfilmstjocklekar från 200 μm till 2000 μm, vilket säkerställer överlägset skydd och hållbarhet. De används ofta i marina strukturer, kemisk utrustning, lagringstankar och rörledningar.
-
Vanliga problem med beläggningsmaterial
Vanliga problem med beläggningar inkluderar ojämn applicering, droppande av korrosionsskyddsmedel och bildande av bubblor.
(1) Ojämn beläggning: Ojämn fördelning av korrosionsskyddsmedel på rörytan resulterar i områden med för stor beläggningstjocklek, vilket leder till spill, medan tunna eller obelagda områden minskar rörets korrosionsskyddsförmåga.
(2) Droppande av korrosionsskyddsmedel: Detta fenomen, där korrosionsskyddsmedel stelnar och liknar droppar på rörytan, påverkar estetiken utan att direkt påverka korrosionsbeständigheten.
(3) Bubblor: Luft som fångas in i korrosionsskyddsmedlet under appliceringen skapar bubblor på rörets yta, vilket påverkar både utseende och beläggningens effektivitet.
-
Analys av problem med beläggningskvalitet
Varje problem uppstår av en mängd olika orsaker och orsakas av en mängd olika faktorer; och ett stålrörsbunte som framhävs av problemets kvalitet kan också vara en kombination av flera. Orsakerna till ojämn beläggning kan grovt delas in i två typer, en är ojämnheter orsakade av sprutning efter att stålröret har kommit in i beläggningslåda; den andra är ojämnheter orsakade av att stålröret inte sprutar.
Orsaken till det första fenomenet är uppenbarligen lätt att se, när stålröret vrids in i beläggningslådan i 360° runt totalt 6 sprutpistoler (höljeslinjen har 12 sprutpistoler) för sprutning. Om varje sprutpistols flödesstorlek är olika, kommer det att leda till ojämn fördelning av korrosionsskyddsmedlet på stålrörets olika ytor.
Det andra skälet är att det finns andra orsaker till ojämn beläggning förutom sprutfaktorn. Det finns många typer av faktorer, såsom inkommande rost och ojämnheter i stålröret, vilket gör att beläggningen är svår att fördela jämnt; ett vattentrycksmätare kvarstår på stålrörets yta när emulsionen kommer i kontakt med emulsionen, vilket gör att konserveringsmedlet är svårt att fästa på stålrörets yta, vilket leder till att emulsionen inte beläggs på stålrörets delar, vilket resulterar i att beläggningen på hela stålröret inte blir jämn.
(1) Orsaken till att korrosionsskyddsmedlet hänger i droppar. Stålrörets tvärsnitt är runt, och varje gång korrosionsskyddsmedlet sprutas på stålrörets yta kommer korrosionsskyddsmedlet från den övre delen och kanten att rinna ner till den nedre delen på grund av gravitationsfaktorn, vilket skapar fenomenet "hängande dropp". Det positiva är att det finns ugnsutrustning i stålrörsfabrikens beläggningslinje som kan värma och stelna det korrosionsskyddsmedel som sprutas på stålrörets yta med tiden och minska korrosionsskyddsmedlets flytförmåga. Men om korrosionsskyddsmedlets viskositet inte är hög, om det inte värms upp i tid efter sprutning, eller om uppvärmningstemperaturen inte är hög, om munstycket inte är i gott skick etc. kommer det att leda till att korrosionsskyddsmedlet hänger i droppar.
(2) Orsaker till korrosionsskyddande skumbildning. På grund av luftfuktigheten på arbetsplatsen och den höga luftfuktigheten, spridningen av färgen är för hög. Temperatursänkningen i spridningsprocessen kommer att orsaka bubblor i konserveringsmedlet. I luftfuktigheten, lägre temperaturer och när konserveringsmedlet sprutas ut i små droppar kommer temperaturen att sjunka. Vattnet i luften med högre luftfuktighet kondenserar efter temperatursänkningen och bildar fina vattendroppar blandade med konserveringsmedlet, som så småningom kommer in i beläggningen, vilket resulterar i blåsor i beläggningen.
Publiceringstid: 15 december 2023